Техноком технолоджи
Контрактная сборка электронных модулей в Челябинске
О нас
Сведения о предприятииКомпания Техноком технолоджи входит в группу компаний «ТехноКом»-ведущего производителя систем спутникового мониторинга транспорта и является производственной площадкой по изготовлению всех электронных модулей группы
Предприятие ООО «Техноком технолоджи» создано для оказания услуг по изготовлению электронных модулей в соответствии с документацией заказчика.
Нашей целью является бесперебойная поставка электронных модулей заказчику точно в срок с минимальным уровнем дефектов.
Предприятие ориентировано на продукцию специального назначения:
- автомобильная электроника
- системы безопасности
- системы автоматики
- телекоммуникационное оборудование
Комплексные услуги по изготовлению электронных модулей
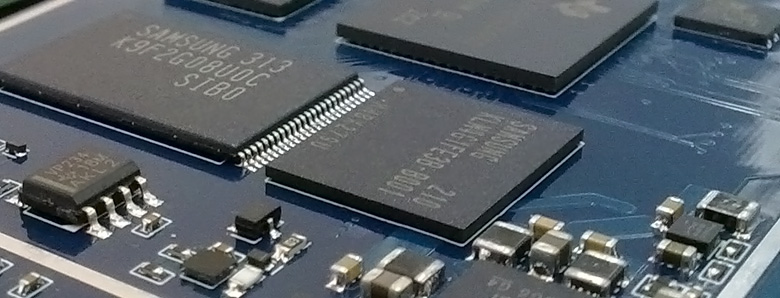
Наши услугиАвтоматизированный поверхностный монтаж (SMT). Установка любых SMD компонентов
Оплавление паяльной пасты в конвекционной и парофазной печах
Ручной выводной монтаж (THT)
Автоматическая оптическая инспекция
Отмывка электронных модулей
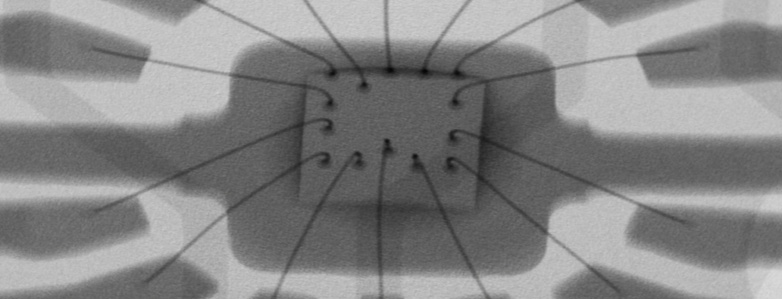
Рентгеновская инспекция
Автоматизированная мерная резка и зачистка проводов
Монтаж выполняется как свинцовосодержащими, так и бессвинцовыми паяльными материалами.
Мы готовые приобрести любое необходимое оборудование, для удовлетворения нужд заказчиков.
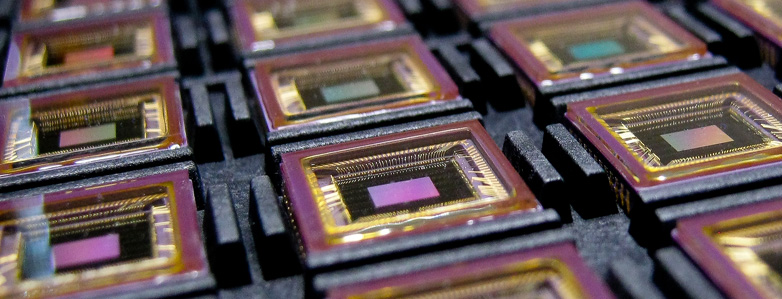
Наша специализация - сборка сложных электронных модулей для систем автоматики, телекоммуникационного оборудования, мониторинга транспорта.
Мы собираем как крупные партии, так и опытные образцы
Возможности
Наши технологические возможностиТехнологические возможности и ограничения поверхностного монтажа
- Виды монтируемых компонентов – все современные типы корпусов
- Минимальный размер устанавливаемых компонентов – 0.4 x 0.2 mm (chip 01005)
- Максимальный размер устанавливаемых компонентов - 56 x 56 x 15 mm
- Максимальный вес компонента – 140g
- Максимальный размер монтируемой платы - 575 x 508 mm
- Минимальный размер монтируемой платы - 70 x 50 mm
- Диапазон толщины монтируемой платы - 0.4 - 6.0 mm
- Максимальный вес монтируемой платы - 8 kg
Требования
Технические требования к документации, комплектации и платамТребования к документации:
1) Спецификация
Должна содержать информацию о всех монтируемых компонентах в виде:
«тип компонента – количество - список позиционных обозначений однотипных компонентов»
2) Сборочный чертеж
Должен содержать изображение платы в собранном виде с указанием особенностей монтажа (ориентация, способ установки, допустимые к использованию материалы).
Позиционные обозначения в сборочном чертеже должны соответствовать позиционным обозначениям в спецификации.
3) Gerber-файлы групповой заготовки
Используются для проектирования трафарета и программирования технологического оборудования. Нужны именно те файлы, по которым изготавливалась групповая заготовка, а не gerber-файлы немультиплицированной платы.
4) CAD-файл
Используется для программирования технологического оборудования, в некоторых случаях может быть заменен на Pick&Place – файл.
Допустимые типы Cad-файлов:
- Accel EDA , Accel Tango, & Accel PCAD
- Cadence Allegro
- Zuken CADIF
- CircuitCAM CPF File
- GenCAD
- IPC2581
- IPC-D-356 File
- Mentor Graphics
- MyDATA Automation PCB/Mount File
- Valor ODB++
- ODB++(X)
- OrCAD GENGAD File
- PADS PowerPCB, PADS Perform, PADS Work
- P-CAD PDIF Design File
- Protel 98/99/2000 ASCII PCB File
- SCI Cards Neutral File
- Tango for DOS PCB
- UniCAM(R) Project
Требования к комплектации:
1) Упаковка компонентов:
- Неповрежденная, нераспечатанная заводская упаковка с читаемой маркировкой.
- Не допускаются компоненты россыпью.
- Не допускаются компоненты в обрезках ленты.
- Одинаковая ориентация полярных компонентов в носителе.
- Для компонентов в ленте необходим заправочный конец длиной не менее 60мм
- Лента должна иметь левостороннюю перфорацию.
- Время хранения компонентов до монтажа не должно превышать рекомендуемое производителем.
2) Технологический запас:
- Чипы 2 %, но не менее 10 штук
- Дорогие компоненты – по договоренности.
3) Качество и внешний вид компонентов
Не допускается:
- Деформации и повреждения корпуса
- Окисленное покрытие выводов
- Деформация выводов
- Отсутствие маркировки у полярных компонентов
- В пределах одного заказа желательно, что бы компоненты одного типономинала были из одной поставляемой партии.
Требования к платам:
1) Печатные платы должны соответствовать стандартам IPC-A-600 “ Acceptability of Printed Board” («Критерии приемки печатных плат»)
2) Печатные платы должны быть прямоугольной формы, либо, если это не так , окружены технологическим полем, дополняющим контур до прямоугольного, либо объединены в групповую заготовку.
3) Максимальный размер монтируемой платы - 575 x 508 мм
4) Минимальный размер монтируемой платы - 70 x 50 мм
5) Диапазон толщины монтируемой платы - 0.4 - 6.0 мм
6) Максимальный вес монтируемой платы - 8 кг
7) Платы рекомендуется объединять в групповые заготовки. Платы в групповых заготовках имеют большую технологичность и меньшую стоимость монтажа.
8) Платы обязательно объединять в групповые заготовки в случае:
- Размер меньше чем 70 х 50
- У платы сложный контур, исключающий возможность транспортировки по конвейерной системе.
- На плате отсутствует место под реперные знаки
- Во время монтажа на плату устанавливаются компоненты, выступающие за ее границу
9) На каждой стороне платы должны присутствовать 3 реперные знака, удовлетворяющие следующим требованиям:
- На стороне ТОР реперные знак выполняется в виде металлического круга диаметром 1 мм с открытой паяльной маской вокруг него в виде квадрата 2 мм.
- На стороне BOT реперные знак выполняется в виде металлического квадрата со стороной 1 мм с открытой паяльной маской вокруг него в виде квадрата 2 мм.
- Реперные знаки должны быть выполнены в виде компонентов в CAD-файле, в той же системе координат, как и остальные компоненты.
- Край металлического слоя реперного знака должен находиться минимум в 4 мм от границы платы или групповой заготовки
- Рядом с реперным знаком не должно быть сходных с ним элементов топологии платы и других реперных знаков
- Реперные знаки одной платы должны быть максимально отдалены друг от друга
- Каждая плата в групповой заготовке должна иметь свой набор реперных знаков.
10) Контактные площадки компонентов печатной платы должны соответствовать IPC-SM-782A “Surface Mount Design and Land Pattern Standard” и IPC-7351 “Generic Requirements for Surface Mount Design and Land Pattern Standards”
11) Уровень кручения платы не должен превышать 0.75% в соответствии со стандартом IPC-A-600 по методике измерения 2.4.22 IPC-TM-650 на всю длину платы или групповой заготовки.
12) Нагревостойкость печатной платы должна быть адекватна технологическому процессу, по которому она планируется монтироваться.
13) Печатная плата должна иметь паяльную маску термически, механически и химически адекватную технологическому процессу. Наиболее удобный цвет – зеленый.
14) Маркировка платы должна быть термически, механически и химически стойка. Наиболее удобный цвет маркировки – белый.
15) В случае применения BGA компонентов должны быть применены топологические приемы облегчающие монтаж и последующий контроль этих компонентов. Стандарт – IPC-7095B.
16) Плата должна иметь финишное покрытие, учитывающее технологический процесс по которому ее планируется монтировать и учитывать особенности монтируемых компонентов.
17) На плате должен быть соблюден баланс медных проводников по слоям. В случае несоблюдения баланса может происходить термическая деформация и снижение надежности смонтированных изделий.
18) Любой проект печатной платы желательно согласовывать с нашим технологическим отделом. Чем на более раннем этапе будет выполнено согласование, тем большая технологичность монтажа и меньшая стоимость будут достигнуты.
19) Проект печатной платы обязателен для согласования, если он содержит хотя бы один из признаков перечисленных ниже:
- Монтируются BGA-компоненты
- Монтируются нестандартные компоненты, либо стандартные компоненты нестандартным способом установки
- Монтируемая плата имеет толщину менее 1.5мм, либо имеет гибко-жесткую конструкцию
- Печатная плата выполнена на алюминиевом основании
- Плата нуждается в отмывке
- Специальные изделия
- Необходим рентгеновский контроль
- Сложная форма платы
- Платы в групповой заготовки оконтурены с помощью комбинации скрайбирования и фрезерования.
20) Плата должна содержать квадрат размером минимум 7х7 мм со сплошной заливкой металлом и покрытый сплошным слоем паяльной маски для маркировки серийного номера. В зоне маркировки должны отсутствовать любые другие элементы топологии. Зона маркировки должна присутствовать хотя бы на одной стороне каждой платы. Зону маркировки можно выделить квадратом без заливки, выполненным шелкографией.
21) На технологическом поле, в случае его наличия, так же желательно разместить элемент, описанный в п.20, но уже на верхней и нижней стороне групповой заготовки.
22) Оконтуривание платы может быть выполнено с помощью фрезерования, скрайбирования или их комбинации. В случае применения скрайбирования, компоненты не должны располагаться ближе 3 мм к линии скрайбирования. В случае применения фрезерования, перемычки должны иметь достаточную прочность.
Партнеры
Наши постоянные партнеры


Контакты
454016, г. Челябинск, ул. Братьев Кашириных, 65 Тел.: +7 (351) 211-40-20 E-MAIL: info(с0бака)tkt-chel(т04ка)ru Мы не покупаем электронные компоненты!!!Просмотреть увеличенную карту